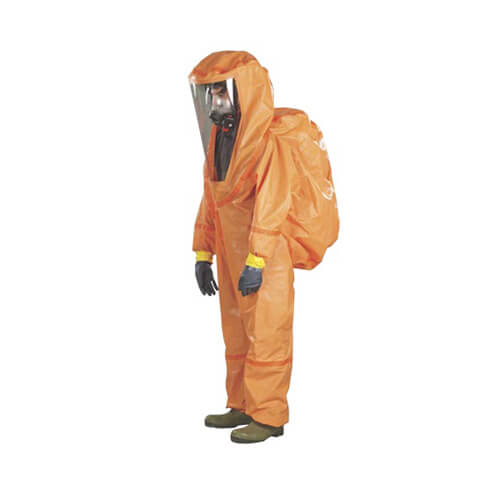
In high-risk industries like chemical processing, emergency response, and life sciences, reliable personal protective equipment (PPE) is critical. The MICROCHEM 5000 Apollo (Model 186-G02), now part of Ansell’s AlphaTec series, sets a benchmark for chemical protection with its advanced engineering, certifications, and ergonomic design. This blog explores its protective ratings, performance, design features, applications, and certifications to highlight why it’s a global safety staple.
1. Protection Ratings & Certifications: Globally Compliant Safety
The MICROCHEM 5000 Apollo meets CE Category III standards under the EU PPE Regulation, validated by rigorous testing:
- EN 14605 Type 3/4: Liquid-tight and spray-tight protection against pressurized chemicals.
- EN 14126: Resistance to biological hazards (viruses, bloodborne pathogens).
- EN 1073-2: Shields against radioactive particles (Class 1/3).
- EN 1149-5: Anti-static properties for explosive environments. Certified for Type 5 particle resistance (ISO 13982-2), it also aligns with US EPA Level B HAZMAT guidelines, making it versatile for global use.
2. Performance: Advanced Barrier Technology
- Multi-Layer Fabric: A 128 gsm non-woven laminate balances lightweight flexibility with chemical resistance.
- Breakthrough Resistance: Exceeds >480 minutes against 14/15 chemicals in EN ISO 6529, including acetone, sulfuric acid, and toluene.
- Seam Integrity: Ultrasonically welded and taped seams ensure zero liquid or particulate penetration.
- Anti-Static Design: Dissipates static electricity via conductive soles and fabric (surface resistance ≤10⁹ ohms).
- Enhanced Visibility: Bright orange exterior improves worker visibility in low-light conditions.
3. Design Features: Ergonomics Meets Functionality
- Fully Encapsulated Suit: Hood with a semi-rigid PVC visor and neoprene face seal for compatibility with respirators.
- Dual-Zip System: Side-entry double zippers with flaps ensure liquid-tight closure and rapid donning/doffing.
- Integrated Components: Attached gloves (no-drip cuffs), socks with static-dissipative soles, and boot overflaps eliminate gaps.
- Breathability: Rear exhalation valves and a “bat-wing” design enable airflow and easy air gauge checks.
- SCBA Compatibility: Expanded back panel accommodates self-contained breathing apparatus (SCBA).
4. Applications: Versatility Across Industries
- Chemical & Petrochemical: Handling raw materials, valve maintenance, and spill cleanup.
- Emergency Response: HAZMAT and CBRN incidents, firefighting, and post-disaster recovery.
- Pharmaceutical/Biotech: Protection during biohazard handling and lab processes.
- Industrial & Energy: Tank cleaning, mining, and radioactive environments.
- Agriculture & Food Processing: Safe chemical application and contamination control.
5. Technical Specifications & Sizing
- Sizes: S-5XL for optimal fit.
- Material: Multi-layer non-woven laminate (128 gsm).
- Shelf Life: 5 years in cool, dry storage.
- Manufacturing: Produced in ISO 9001-certified facilities in China.
6. Compliance & Quality Assurance
- ISO 16604/22612: Resists bloodborne pathogens and microbial penetration.
- ASTM F1671: Validated against viral penetration under pressure.
- Flame Resistance: Class 1 flame spread rating (16 CFR §1610).
Conclusion
The MICROCHEM 5000 Apollo combines cutting-edge barrier technology, ergonomic design, and multi-industry compliance to deliver unparalleled safety. Whether mitigating chemical spills or handling biohazards, its certifications and rugged build make it a frontline defense for professionals worldwide.